gallois wrote:
IIRC that is UK and EU consumer law.
Neither of which matter because Van’s is a US company.
The nuclear option, if no satisfactory resolution can be reached, is via the credit card provider. UK consumer law allows me to hold the credit card provider jointly and severally liable for the supplier’s failure to deliver. So I get my money back from them, and they go after Van’s. I do not know whether that means the bank who provides the card or VISA themselves, but I wouldn’t fancy Van’s chances if it’s VISA.
@RV14 you’re clearly not following closely enough to understand the nuance. The testing Van’s did prior to laser-cut production had nothing to do with cracked or irregular holes.
Not everyone who got laser-cut parts got bad parts. Those who did get bad parts complained vociferously and were repeatedly rebuffed. Those who got good laser-cut parts (like my emp kit) were none the wiser to the issue unless they followed VAF chat or later got another kit with bad parts (like my wing kit which arrived recently).
The statement about zero traceability is correct. The barcodes on part labels simply say “this is a HS-702” and are part of a basic stock control system where scanning of the barcodes simply records the part entering and leaving the building for the purposes of inventory management. There is no record of which parts went to which customers. If they had that data, they’d have used it to narrow down the scope of what needs replacing and for who. As it is, they are directing replacement of any laser-cut part in a critical location (what qualifies as a critical location they are still determining, but it definitely includes all spars and all fuel tank baffles, and may also include all ribs and some other parts depending on test results).
Van’s have not yet told us what proportion of production during that period might have been bad parts. They may not even have that data, but I’m sure someone can find out how many that particular vendor produced between some given dates. Thus you either have some bad parts or you don’t.
Those who are building their own assemblies have noticed the bad parts. You can’t miss them. But having complained, they were told to build on and many have done so. For what it’s worth, I’d have stopped building once holes started cracking upon dimpling and been firmer with Van’s – if necessary I’d have rejected the kit and initiated a chargeback via the credit card company, but I never got any cracking because my bad parts are still on the shelf while I finish the emp.
Those who have bought a QB assembly during the relevant period of time have no way of knowing whether it is full of bad parts and potentially full of cracks. The structures are for the most part closed up and cannot be inspected without teardown. Van’s has form with poor QC on QB kits, so no-one in their right mind is going to take it on trust. With a previous QB quality issue Van’s supplied replacement parts and actually paid the affected builders to replace them in their own QB assembly – but that won’t fly if it’s a part where replacement requires major teardown.
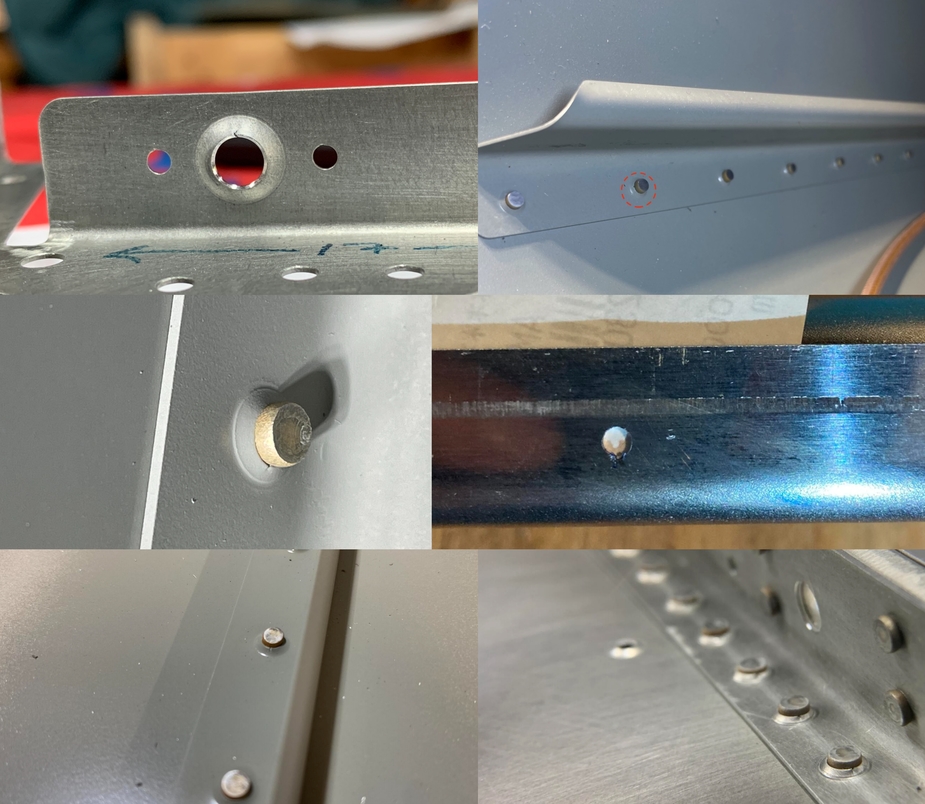
We have posted one example of a hole. The photo isn’t great quality, but I have these parts here in front of me and you don’t. They’re not of acceptable quality, and if you held them in your hands I’m pretty sure you’d be of the same opinion. But then we do have some funny thoughts on here – we have @LeSving who thinks a single coat of etch primer is over 0.005" thick, and you who thinks that the manufacturing tolerance for 0.020" aluminium sheet overlaps with that for 0.025" sheet!!! And you’re questioning my competence / understanding and whether homebuilding is for me….. that’s quite funny.
RV14 wrote:
did you get a report of fatigue testing from rotax? Or any other OEM?
Not fatigue test, but I have had engine mounts welded, and received a report from non destructive testing of the welds, demanded explicitly by me. Those tests were even done by a third party, not demanded by me, but nice nonetheless. It costed extra of course, which was in the order of 10% of the total. Well worth it to sleep well at night 
RV14 wrote:
Why do you expect Vans to give you their manufacturing data
Because they have delivered pieces of metal which are not up to the standard agreed to up front. They are not according to any best practice manufacturing procedures, and the end result obviously shows that fact (according to Graham). In fact, the entire integrity of those pieces in relation to the aircraft, relies exclusively on those fatigue tests. The normal here would be the integrity of those pieces relied on normal (best practice) manufacturing procedures found in books and standards.
The builder is the manufacturer of the aircraft, and also the end customer (the owner). Van’s is a subcontractor as well as the main consulting engineering firm. In any industry this episode would be solved by Van’s getting a solid penalty for not delivering as specified. Then, after negotiations, probably including third party consultants, would the work continue. But – only after Van’s, and probably also a third party paid by Van’s, have produced solid evidence (reports) that the integrity of those parts are in fact intact. If no reports were made, or the results were not OK, Van’s would probably end up in a situation that would result in full fledged economical disaster. What would stop that, is this will also be a full disaster for the end customer. The moral of the story is that Van’s has indeed made a boo-boo, but everybody involved has to contribute in solving that boo-boo economically, or everybody looses big time.
But, things are both simpler and more fuzzy at the same time here IMO. There is only one Van’s but many costumers. The customers have highly varied recourses in terms of know how/competence and money, and each customer will have their personal take on this, and the way forward. Some will say f£ck it all, give up and will write about it for all eternity in forums (seriously, it happens). Others will say, no big deal and take Van’s on their word that the fatigue tests are OK. I would say, show me those tests, and then just continue, but I don’t know all the details here (almost none in fact). If it’s mostly on 2024 0 I couldn’t really care less regardless I think.
Getting in a constructive dialog with Van’s is nonetheless the only thing that eventually will result in an aircraft at the end of the tunnel, for most people at least.
Graham wrote:
we have @LeSving who thinks a single coat of etch primer is over 0.005" thick, and you who thinks that the manufacturing tolerance for 0.020" aluminium sheet overlaps with that for 0.025" sheet!!! And you’re questioning my competence / understanding and whether homebuilding is for me….. that’s quite funny.
OK, cool down. I was just trying to be nice about the usability of that particular part. I cannot see any problems whatsoever with it. By the way, I have built 1 and 1/2 aircraft, and is now building my third workshop If the same machine/procedure is used in bending that part, the overall size may be identical, only the 0.025 will be stronger.
But let’s crunch the numbers anyway. That will be 0.51 and 0.64 mm, or at max 0.13 mm difference. I would say that part is about 50 mm wide. This means the overall dimensional error cannot be larger than 0.25% (0.13 mm).
Now, 0.13 mm is 130 micrometers. Depending on the primer, the practical minimum thickness for spray can etch primer is about 10 micrometer. For epoxy it is at least 20, realistically more like 30-40 (you always ends up on the thicker side than the thinner side , sometimes much thicker) Applying that to the flanges and mating surfaces (4 in all), this ads up to 40 micrometer (etch) and at least 80 (for epoxy). All in all about 1/3 to 2/3 of the difference of 130 micrometers. Ok, less than 0.13 mm, but not by a whole lot. You said you used two layers + one additional sealer?
And by the way, I have never questioned your competence/understanding. As said often regarding homebuilding, it’s not competence or skill that completes and aircraft, it’s the will to do so.
Well, @RV14 did directly (and he thinks a measurement of >0.025" is within tolerance for 0.020" sheet) and you suggested a part being of the wrong material was not an issue because it was less than the thickness of a coat of primer, and thus I ought to view the situation differently. I do neither metric nor epoxy, but I can tell you from measuring what I have here in front of me that two coats of etch primer plus two coats of lacquer seems to add something approaching a thou, maybe a little less. So clearly I am putting it on at much less than 10 micrometers per coat, and I don’t doubt that if a professional sprayer saw me at work he’d tell me to use less – they always do.
I’m sure the part could probably be made to work somehow, but that’s not the point. It’s not about tolerances, it’s about QC and the fact that a subcontractor managed somehow to fabricate the part from the wrong material – 0.025" sheet as opposed to the intended 0.020" sheet. The issue here in any case is about sheet parts that get sandwiched together in building a larger assembly so the width of the part (and thus the % error of width vs thickness) is totally irrelevant. There are things in these kits that need to be made to line up and fit together where it is very difficult with the right parts to make them fit. If you’re trying to crowbar parts of the wrong thickness in there, you don’t have a prayer. The length and width of the part will be the same assuming the same machine/procedure, as you say, but it will be 0.0025" thick instead of 0.0020" thick and will weigh ~25% more. The ‘overall size’, whatever you mean by that, is demonstrably not identical.
@Graham, here is what I said, and here is @Silvaire s statement confirming what I said
LeSving wrote:
Why do you expect Vans to give you their manufacturing data
Because they have delivered pieces of metal which are not up to the standard agreed to up front.
@LeSving are you using Chapgpt to generate your posts  ?
?
There was no standard agreed up front. Vans never said how the parts would be made.
I honestly see no point discussing this further till Vans would release new information on the subject
@RV14 what you said was meaningless because it contained no decimal point. Hence @Peter and I speculated that you meant two and half thou either way. @Silvaire stated that it is one to one and a half thou either way but in practice is tighter, which correlates with my experience.
However you also said that, based on my pictures, it looked within tolerance. Clearly it was > 5 thou above spec.
RV14 wrote:
There was no standard agreed up front. Van’s never said how the parts would be made.
Well, actually they did. In some of the more advanced (and heavily affected) kits, one pays more for holes already cut final size with no final drilling/reaming required and just deburring to do. This is part of the sales pitch – no match drilling to do. Those builders were understandably somewhat miffed when Van’s told them to clean up the bad holes with a file, something that (apart from it not working) added more work time per hole than match drilling. If you have a -14 then you’d know this, but perhaps you bought it rather than built it?
Then at a more basic level, I think we can agree Van’s is selling the parts for building into an experimental aeroplane. If the holes can’t be dimpled and riveted without cracking, that’s hardly fit for purpose.
There was no standard agreed up front
I am sure the agreement was to get pre punched parts that fits rather than laser cut parts that cracks.
I haven’t seen a picture of these cracks yet though.
I do neither metric nor epoxy, but I can tell you from measuring what I have here in front of me that two coats of etch primer plus two coats of lacquer seems to add something approaching a thou, maybe a little less. So clearly I am putting it on at much less than 10 micrometers per coat
One thousand of an inch is 25.4 micrometers. Just saying 4 times 25.4 is 101.6 micrometers, or 0.004 inches. The difference in sheet thickness was 0.005 inches. Your coating adds 80% of that. Pretty darn close if you ask me.
LeSving wrote:
One thousand of an inch is 25.4 micrometers. Just saying 4 times 25.4 is 101.6 micrometers, or 0.004 inches. The difference in sheet thickness was 0.005 inches. Your coating adds 80% of that. Pretty darn close if you ask me.
Nope. My priming (2x etch primer and 2x clear lacquer) adds about 1 thou in total, not per coat. I’ve measured it, multiple times. That’s 20% of the difference in sheet thickness.
Not that the absolute values matter, because it’s a question of relative positioning. Every part is painted this way. So every part is now (assuming both sides are painted) 2 thou thicker that it was before painting. The 0.020" part is now 0.022", and the 0.025" part is now 0.027". The difference remains 5 thou.