
Given an edge distance problem, this looks tricky to me. I would not want fatigue issues that may come up with really rough holes, nor heat affected zone issues, and if some don’t clean up within the allowable max diameter for the nominal size rivet there is no clear solution except to accept because e.g. it’s one rivet in a large group, or start over. It could also be that Vans would approve a smaller edge distance on a given part – I’ve been led to believe that Vans uses low stresses on rivets to allow for builder error, and that would allow some flexibility in this situation too. I’d guess that in time they will come up with some clear guidance, their business reputation is good (whether justified in this case or not) and they will want to preserve it.
It is disappointing to see quality problems but this is indeed a commercial issue on individual parts, with the quality of the finished plane remaining the responsibility of the builder. In the US, where Vans is based that is the FAA’s legal construct – the builder is the legal designer and manufacturer, and can accordingly build as-supplied or modify the design, regardless of whether the plane is built from a kit of parts. With freedom comes responsibility.
On the sheet thickness issue, 20 thou sheet and 25 thou aluminum sheet do not overlap in tolerance range, or even close. The thickness tolerance on either is probably less than plus or minus one thou.
It is not unusual in my experience for a manufacturer of anything (parts/kit in this case) to delegate more and more QA responsibility to a vendor, in particular stopping source and then later receiving inspections on vendor supplied parts, until it bites them in the behind.
P.S. As an aside, the same or similar issues with laser cut versus punched parts arise with electrical laminates, although in this case the potential engineering effect of the HEZ is magnetic versus structural. The manufacturing issues are similar – punch tooling is expensive and sourcing from multiple vendors increases the total capital cost because vendors don’t share tooling.
Silvaire wrote:
I would not want fatigue issues that may come up with really rough holes, nor heat affected zone issues, and if some don’t clean up within the allowable max diameter for the nominal size rivet there is no clear solution except to accept because e.g. it’s one rivet in a large group, or start over.
I’m a building advisor for our association EAS and fully agree with above statement. And so would certainly reject any affected part used in a build.
Though I’m a die-hard fan of the design, I’m really surprised, to say the least, that the company had this happen to them (lack of vigilance, over confidence, complacency?), and that they took so long to react. Vans will now have to bite, and chew, the bullet.
Of course, the real victims will be the customers, rising prices and more delays on the horizon, nothing new here…
A big mess really.
Graham wrote:
Oops rivets generally have the shank of the next full size hole up, so you need the edge distance for the 1/8 hole when using an oops rivet to replace a 3/32 with an enlarged hole.
Edge distance is not a thing set in stone. There is a minimum edge distance for structural reason and there is the actual edge distance. The minimum is usually 2d according to AC 43.13 and similar. The actual distance is usually at least 2.5d to allow for some oops during the build.
Silvaire wrote:
I would not want fatigue issues that may come up with really rough holes, nor heat affected zone issues,
In general true, but a requirement for any issues is nonetheless that the parts in question are stressed members and not overdimensioned and “over riveted”, which they may or may not be.
IMO this issue is not even close to the anodized main spar issue, which many fly around with without collapsing the wings. But I guess anodized spars look good, therefore they also must be OK. Laser cut parts look terrible, and therefore must be terrible  Joking a bit, but not about the main spars.
Joking a bit, but not about the main spars.
I really cannot stress enough that the best thing to do is to talk to Vans and talk to some real knowledgeable airplane sheet metal workers with experience from building planes. I’m sure the LAA has lots of those hanging around. And don’t forget that throwing away unusable parts (for a whole bunch of reasons) is part of the game.
Edge distance is not a thing set in stone. There is a minimum edge distance for structural reason and there is the actual edge distance. The minimum is usually 2d according to AC 43.13 and similar. The actual distance is usually at least 2.5d to allow for some oops during the build.
That’s correct, and ‘over riveted’ design is also very possible – especially since Vans is reputed to do it. Subject to examination and/or analysis I think this is the best likelihood for acceptably using a part with rivet holes that don’t clean up at max OD for the nominal rivet size, or that have a heat affected zone that needs to be drilled out.
If there’s extra edge distance built into the design to allow for mistakes being rectified with larger rivets that would be ideal, and I can imagine that might be the case. Otherwise Vans would have to look at the specific joint design to determine whether it’s ‘over riveted’, thereby making going up in rivet size and down in edge distance acceptable – this is entirely possible and would allow ‘oops’ rivets with reduced edge distance, but it may not be true for every affected component.
Depending on Vans riveted joint design methodology, this could be straightforward or more complex for them to address.
BTW I looked up spec. thickness tolerance for 2024-T351 sheet up to 0.025 and it’s +/- 1-1/2 thou. That’s pretty loose and my experience is that in practice it’s held tighter but it’s still much better than 5 thou undersize.
Minimum edge distances (AKA edge margins) per MIL-R-47196A are a little smaller than 2D.
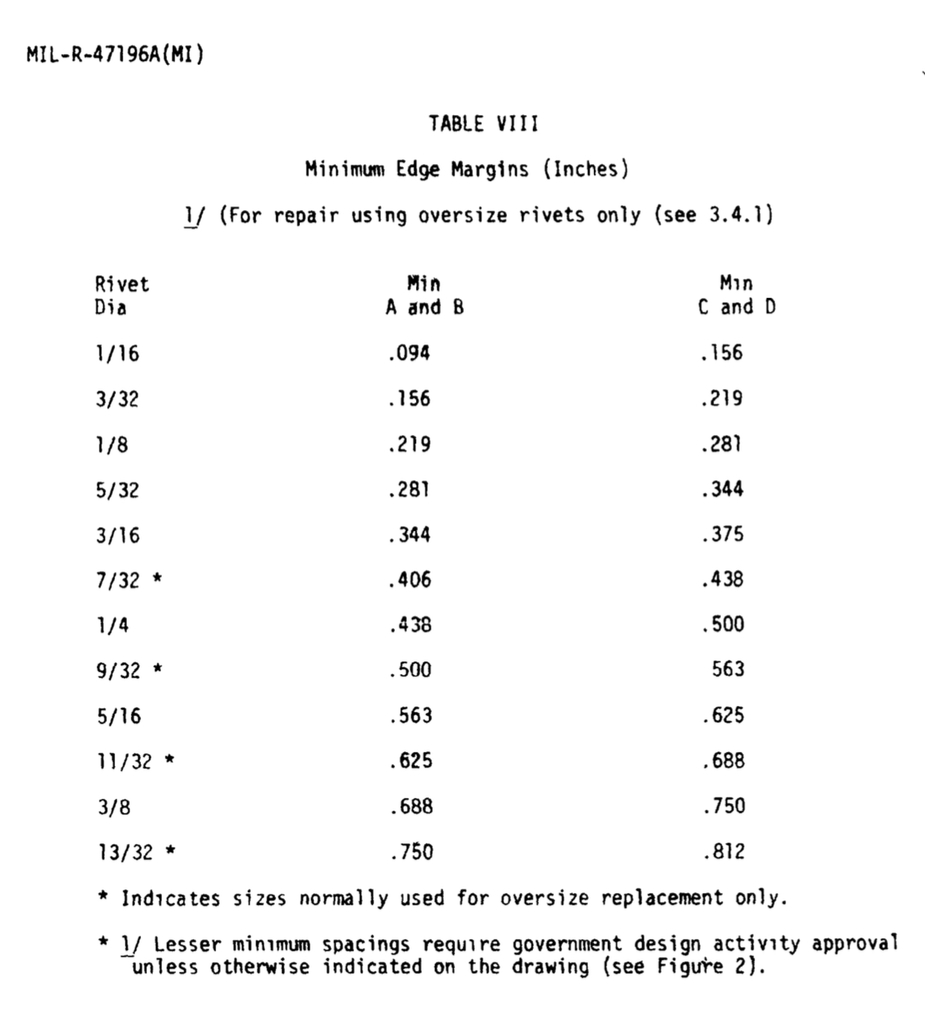
That’s the document I work from.
When riveting a rib or spar flange to a skin with a 3/32 rivet, Van’s designs are generally pretty close to minimum edge distance for the 3/32 rivet. Drilling out to 1/8 would, on almost every occasion, go WAY under the minimum edge distance.
There are plenty of times in the build where, when match drilling a rib or spar through a skin, it is extremely difficult to achieve minimum edge distance. Sometimes the instructions warn you to be very careful to achieve it, and on a few that are almost impossible they give you a pass and say don’t worry about it.
@LeSving rest assured I am talking to Van’s (although they’re not engaging with individual situations right now) and to experienced builders and engineers including my LAA inspector.
The question of what may or may not be airworthy is a totally different one to the commercial question of Van’s having shipped defective product for a period of time, been called out on it repeatedly by multiple customers , defended it to hilt for many months, and then eventually turned 180 and admitted what we all knew.
Given I have multiple completed assemblies I will take a pragmatic approach to solutions, but am also inclined to insist on receiving what I have paid for and disinclined to pay the costs of resolving the mistakes of a company.
How about changing to metric rivets for those locations, to get a very slight oversize?
Dan wrote:
I’m really surprised, to say the least, that the company had this happen to them (lack of vigilance, over confidence, complacency?), and that they took so long to react. Vans will now have to bite, and chew, the bullet.
Probably indicative of growing pains and trouble getting enough good people? I really hope it isn’t what these days is described as ‘cultural issues’ because they usually come from the top.
QA issues in a manufacturing environment can really test management’s attitude and their ability to balance quality against commercial pressures. One can well imagine that in a period of high demand, once the laser-cut parts started arriving there would have been a feeling of getting out from behind the 8-ball, that they’d finally be able to keep up with orders and bring the waiting times down. Then some are unpacked and placed into inventory, and a few people stand around holding examples and showing them to colleagues, whispering that they look pretty terrible. Those whispers might reach someone who has shipping targets to meet and isn’t about to reject a load of parts back to the vendor, so the word comes down “shut up and ship it”.
But maybe it’s more that not much attention is being paid and things are being done too quickly. As other data points that might support that, I had two issues with my wing kit. First was a damaged (really damaged, smashed up, couldn’t miss it) 12 foot length of aluminium angle – not shipping damage, couldn’t have been due to location in undamaged crate – it was packed like that. Sending me a replacement (shipping a 12 foot long tube) cost them a thousand dollars shipping, which they did without fuss. Second was two missing flap skins, huge things, impossible to miss. Shipping those out cost them about another five hundred or so (one sees the cost on the paperwork even if not paying). That wiped out any profit on selling this kit!
I told the laser cutting story to my father who has a long professional background in manufacturing QA. He mused that the person at Van’s feeling most uncomfortable right now would be the person who qualified the vendor.
I hope you sort things out.
When riveting a rib or spar flange to a skin with a 3/32 rivet, Van’s designs are generally pretty close to minimum edge distance for the 3/32 rivet. Drilling out to 1/8 would, on almost every occasion, go WAY under the minimum edge distance.
From first principles (not the chart) the line load on the joint is unchanged so I believe a joint design that normally utilizes a 3/32 rivet might not need the larger edge distance that is specified for an oversized 1/8 rivet even when the larger rivet is installed.
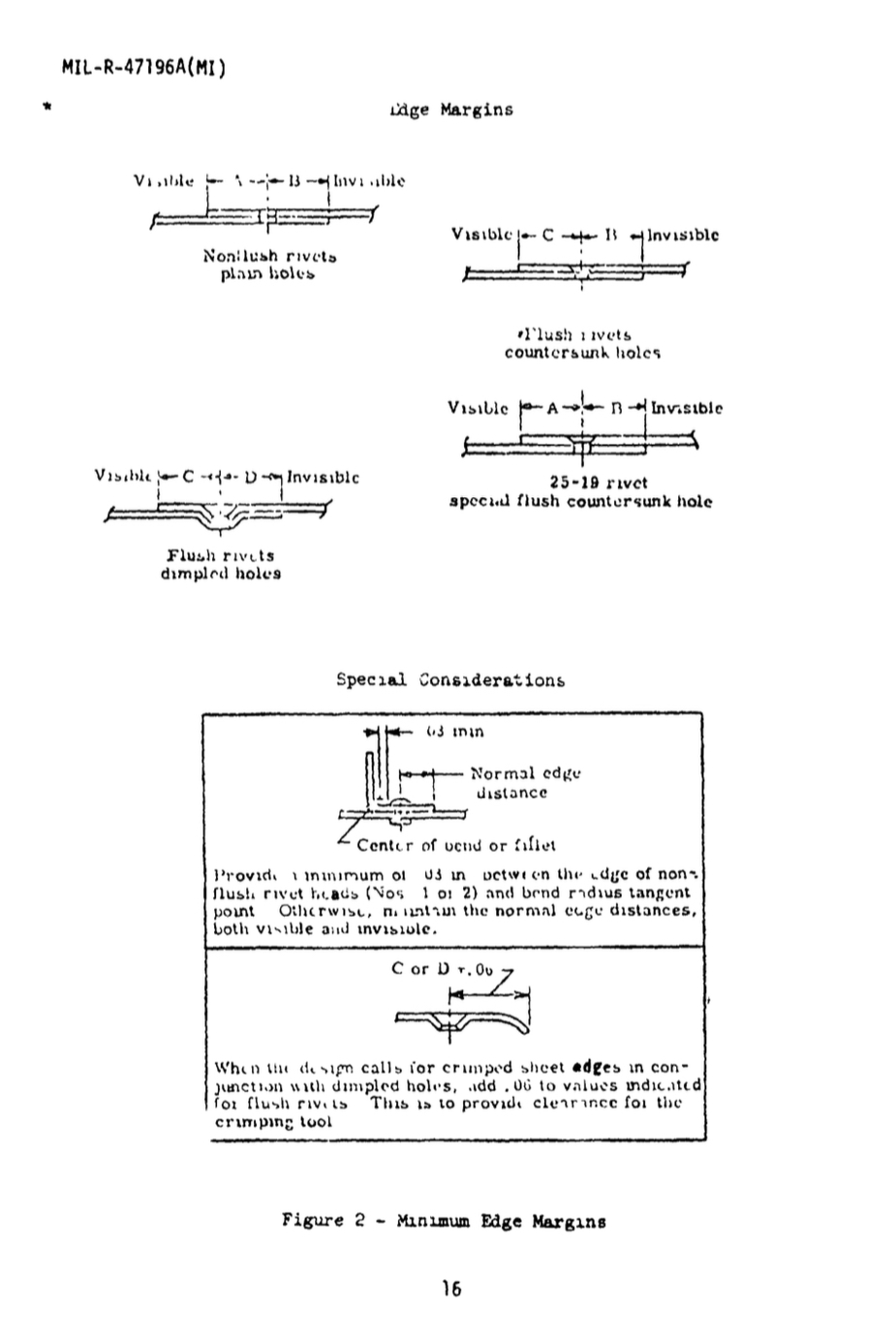
For a joint using non-flush rivets and plain holes the reduction in distance between the hole and edge when drilling out for an 1/8 rivet from a 3/32 rivet is 0.016 inches, and that’s all you lose in terms of tear out. I’d guess (assuming 2D guidance from Vans for a 3/32 rivet) you might still have more than the specific joint design actually requires after drilling for an 1/8 rivet. If my arithmetic is correct the minimum distance per the chart from a 3/32 hole to the edge is only 0.109 inches and the distance in this case with a hole originally 2D from the edge, now upsized for a 1/8 rivet would be 0.125 inches.
In other words the edge distance for the joint drilled out for a 1/8 inch rivet would be reduced to 1.5D but because you aren’t loading the larger rivet very hard in relation to its rated load, in fact no harder than you’d load a 3/32 rivet, it would be structurally OK.
I hope Vans is able to give you a clear technical direction, and that the cost and hassle isn’t too much. I’ve occasionally been responsible for generating technical recommendations in manufacturing error situations similar to this, although usually with fewer parts involved and without customers being directly involved. Once you study it a bit the solution often comes out of the fog.




